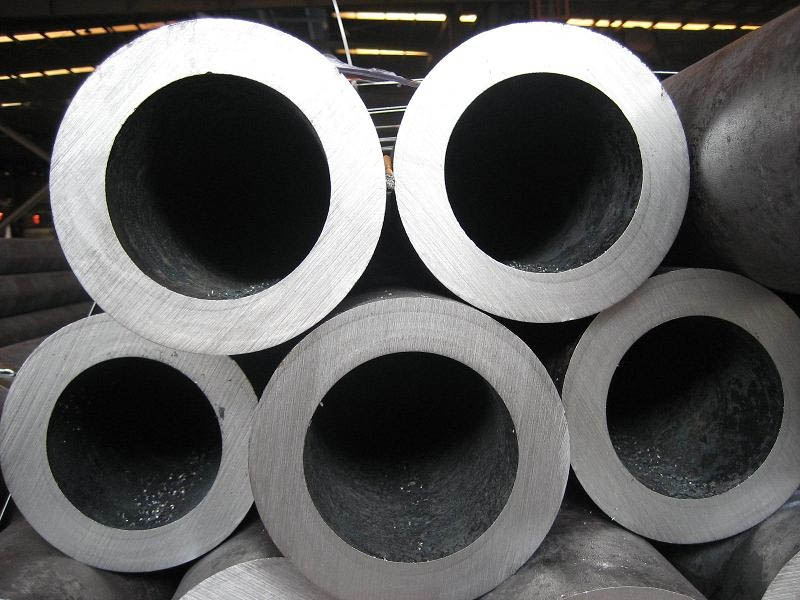
Sklad výrobce tlustostěnných ocelových trubek

Největší rozdíl mezi tlustostěnnou ocelovou trubkou a tenkostěnnou ocelovou trubkou spočívá v tloušťce stěny ocelové trubky. Obecně řečeno, tenkostěnné ocelové trubky jsou technologií tažené za studena, zatímco tlustostěnné ocelové trubky jsou obecně technologií válcované za tepla. Pokud se rozlišuje měrnou jednotkou, obecně se má za to, že tloušťka stěny / průměr trubky rovný 0,05 je rozvodí mezi tlustostěnnou ocelovou trubkou a tenkostěnnou ocelovou trubkou, tenkostěnná ocelová trubka s tloušťkou stěny / průměrem trubky menší než 0,05 a silnostěnnou ocelovou trubku s průměrem větším než 0,05. Z hlediska použití se na potrubí nejvíce používá tenkostěnná ocelová trubka. Silnostěnná ocelová trubka se většinou používá v polotovaru dutých dílů. Používá se na tlaková ložiska a důležitá potrubí.
Běžně používané materiály v Číně jsou: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, Q841Nr1, Q8415n, Q8410cr1, Q8410cr1 L290, X42, X46, X70, X80.
Při svařování tlustostěnných ocelových trubek nejprve očistěte svarový spoj od oleje, barvy, vody, rzi atd. a poté vytvořte drážky podle tloušťky stěny. Silné se otevřou větší a tenké menší (úhlová bruska) a pak mezera mezi výrobky, která je obecně 1-1,5 násobkem průměru svařovacího drátu nebo svařovacího drátu. Pokud se drážka náhodou otevře větší, může být rezervována menší. Bodové svařování musí být provedeno nejméně ve třech bodech. Obecně je jednodušší pracovat ve čtyřech bodech. Při svařování by mělo být svařeno napůl. Počáteční bod by měl být asi 1 cm nad spodním bodem, aby bylo možné provést spoj z opačné strany. Pokud je stěna ocelové trubky silná, měla by být vrstvená, alespoň dvě vrstvy. Druhá vrstva může být svařena až poté, co je první vrstva svařena v celém kruhu.
Polotovar kruhové trubky → ohřev → děrování → tříválcové křížové válcování, kontinuální válcování nebo vytlačování → odizolování trubek → dimenzování (nebo redukce) → chlazení → rovnání → hydrostatický test (nebo detekce vad) → značení
Když tloušťka stěny ocelové trubky není větší než 12,5 mm, vyztužení svaru není větší než 3,0 mm; Pokud je tloušťka stěny ocelové trubky větší než 12,5 mm, výztuž svaru nesmí být větší než 3,5 mm.
Ocelová trubka s jmenovitým vnějším průměrem ne větším než 168,3 mm musí být rovná nebo podle indexu ohybu dohodnutého dodavatelem a kupujícím.
U ocelových trubek s jmenovitým vnějším průměrem větším než 168,3 mm nesmí být zakřivení větší než 0,2 % celkové délky ocelové trubky.
U ocelové trubky s tloušťkou stěny větší než 4 mm na konci trubky může být konec trubky zpracován s drážkou 30 ° + 5 ° 0 °, kořenem 1,6 mm ± 0,8 mm a sklonem konce trubky je menší než nebo rovné 5 mm.





